
Ropemaker’s – From Truck to Keelson
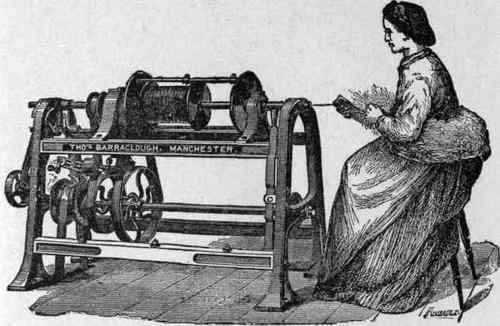
Rope & Sail-Making has been an important part of Aberdeen’s Shipbuilding Industry for 100’s of years but it is only during the 18th & 19thC that we know more of the men & their families involved. Many Aberdeen families were employed in these Trades including those of Duffus & Co & Phillips & Rowe. The 1st entries in the Parish Records are in the 1790’s which suggests that originally many of them Settled in Footdee during the early 1700’s, probably attracted by the opportunity for Rope & Sail-making Work in the Town’s Shipbuilding Industry. Sailing Ships required huge amounts of Rope – with Clippers needing over 30-miles of it. The Rope was used for the Standing Rigging that secured the Masts & the Running Rigging that operated the Sails. It was used to Steer the Ship, Haul out its Cargo and Re-load the Vessel. Without Rope Ships of the Age of Sail couldn’t function. Women workers & mechanical spinning machines were introduced to Rope-making in 1864.
The Ropewalk – its length determined the maximum length of Rope that could be wound hence the very linear nature of Ropeworks.
George & William Davidson, Merchants, Rope & Twine Manufacturers & Salmon Fishing Lessees, 35 St Clement Street. Telephone No. 355 – c.1901
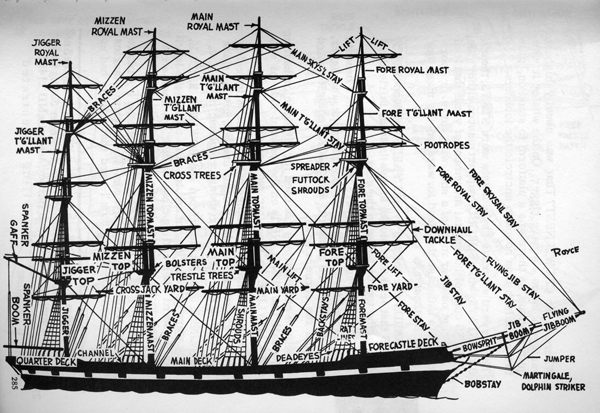
Rigging
Among the receipted vouchers for fitting-out is that of John Phillips, Rigger, 5 Plimsoll Street, East India Road, Poplar. His Bill, dated 7th July 1877, includes: ‘To sending down Crossjack, Mizzen Topsail & topgallant yards, mizzen, topgallant mast & mizzen topmast, and putting them over the side’. Making the necessary alteration in the topmast rigging to rig as a Barque, sending up new mizzen topmast and setting all rigging connected with the same. As per estimate £9.
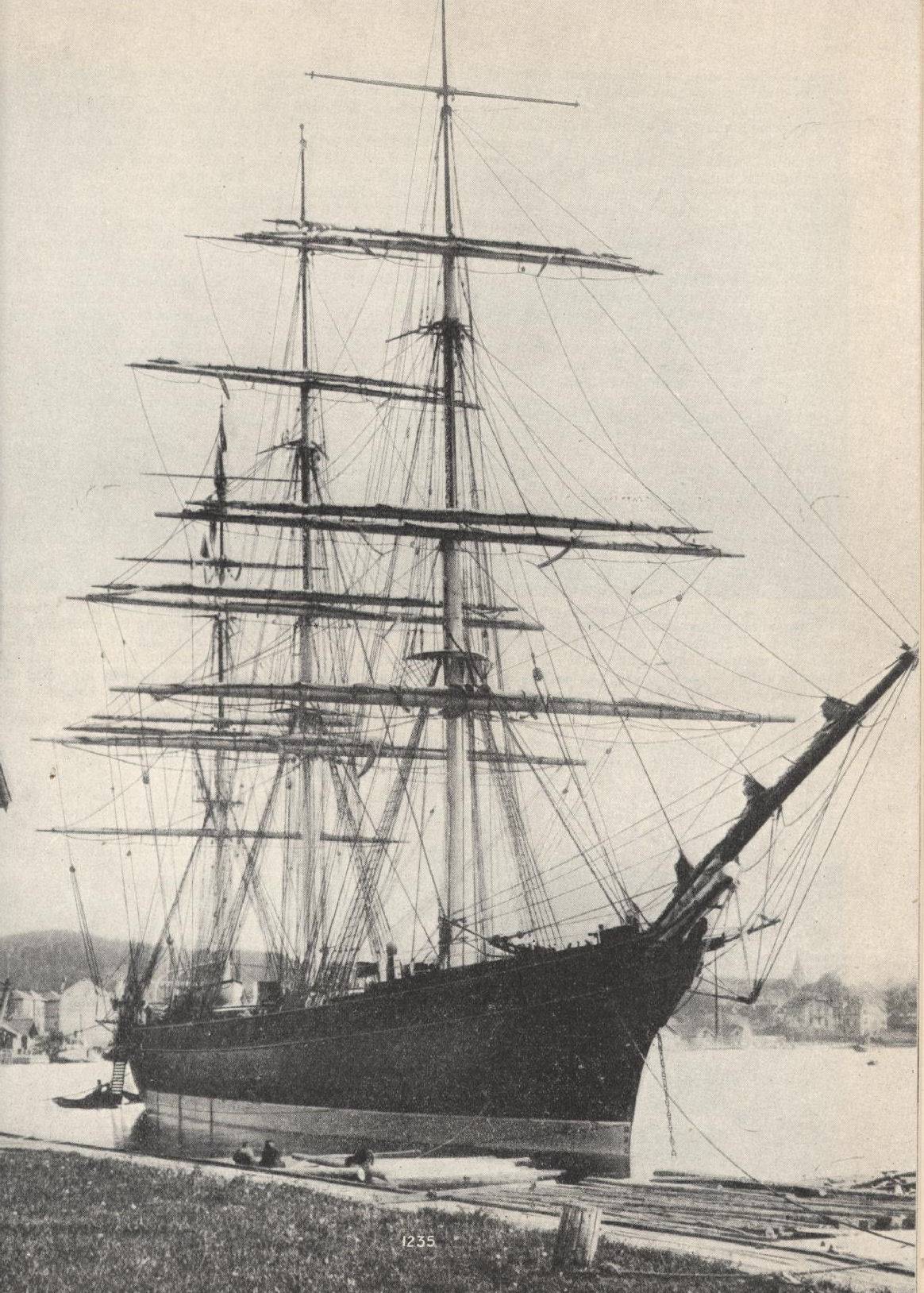
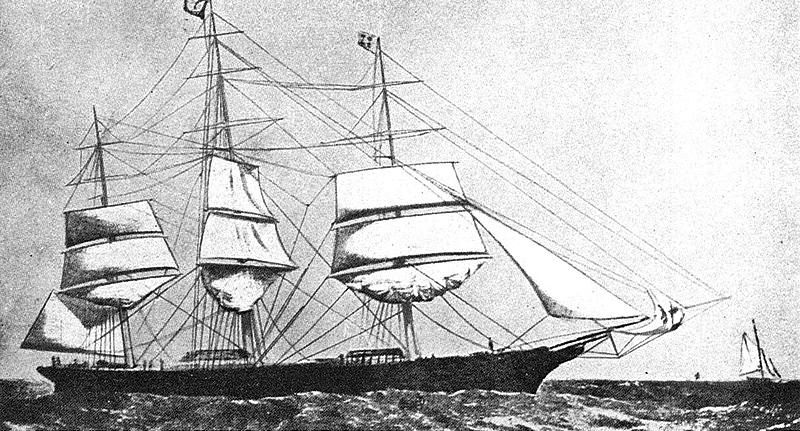
Before this conversion the Norman Court had been a full-rigged (3-masted) Ship, that is to say, she had been square-rigged on all 3 Masts. She crossed 4 Yards on each Mast, namely Lower, Topsail, Topgallent and Royal Yards. As a Barque she retained Fore & Main Masts square-rigged, but the Mizzen was rigged Fore & Aft. The Plaque on the beautiful, Builder’s Model, describes the Norman Court as a ‘Barque’. The date of the Plaque, therefore, cannot be earlier than 1877. Sailing Ships needed huge amounts of rope for rigging & anchors. The fixed rigging was used to support the Masts and running to lift the Sails on the Ship. The Encyclopaedia of useful Arts (1866) lists the length & weight of rope needed for a 1st Rate Ship of War: Total weight of rope = 78.5 Tons. The total length of Rope = 43 miles (69 kilometres).
The Footdee Rope Works a short walk from Walter Hood’s Yard on Queens Links was built in 1852, by Architects J & W Smith, Aberdeen.
Aberdeen Ropemakers
Other Aberdeen Industries in the early part of the 19thC included a Ropeworks, Nail Factory, Sail-making, Tanneries, Soap & Candle Works & a Straw Hat Factory.
Robert Gibbon & Sons, Rope & Sailmakers, Links, Footdee c.1820s
Catto, Thomson & Co. Rope & Sail Manufacturers, Queens Links, Footdee – Hence Catto Square
George Thomson, Robert Catto, William Catto, William Johnston, George Pirie, William Pirie, John Catto, – all Merchants Trading as Catto, Thomson & Co. Ropemakers in Aberdeen
Catto & Co. Block, Pump & Mast-makers, Footdee
John Collie, Ropemaker, Wales Street
Aberdeen Rope & Sail Co., Queens Links, Footdee. – Dissolved 1852
In July 1836, on a return journey to Aberdeen, the Albion carried Timber from Miramichi, New Brunswick which was due to be sold by Public Auction “on the Lnks adjoining the Works of the Aberdeen Rope & Sail Company” Located on the Queens Links at the end of York Place. Aberdeen Ropeworks was levelled to the ground by a Gale c.1811?
Gibb & Elphinstone Co, had an extensive Ropery near what is now Crown Street and Langstane Place c.1789
G & W Davidson, 35 St Clements Street, Footdee
Duthie Brothers, Links, Aberdeen
Erskine & Co, Park Road (Street), Aberdeen
Gourock Rope Co. 198 Market Street, Aberdeen
Goldie & Hay, 21 St Clements Street (Also George Nicol)
William Barclay, Poynernook
Alexander Mackay, Poynernook Road
Alexander Marr, Pittodrie place, Aberdeen
Robert Muir, Park Road, Aberdeen
Petrie, Torry
2-Ropery Buildings and an intervening Ropewalk existed off Baltic Street, Footdee and was just North of Garvocks Wynd next to Sandiland Chemical Works c.1857.
William Ogilvie & Sons, Catto Square was adjacent and Catto may have built the homes for the Ropemakers
Robert McKay, Rope & Twine Works was adjacent to the Granite Works of Alexander MacDonald in the East end of Constitution Street c.1857
George S Rowand, 21 Windmill Brae. Aberdeen
John Taylor & Co. 4 Regent Quay; Works – Merkland Road East, Aberdeen (Off King St)
Rope-Works existed in Catherine Street c.1857 between Mounthooley & George Street.
A Rope-Walk Existed in c.1857 near Forbes Street
Gray, Watt & Co. were established as Rope, Twine, Fishing Line & Brush Manufacturers in 1780. By 1901 they had premises at 150 – 162 West North Street, Aberdeen, which had 2 Rope Works and these stretched back to the Railway Line c.1857 just South of Nelson Street, and later an Office in Belmont Street. In 1939 the Premises moved to Queen Street, Aberdeen, and in 1969 the Company left Central Aberdeen for Premises at Bridge of Don, where they were described as Wholesale Hardware Factors. They were still there in the 1980s.
Skene & Goodbrand, Mounthooley Ropeworks, 8 King’s Crescent. Aberdeen
Geophysical Survey by Aberdeen City Council Archaeological Unit in 1990 across an area at Kings Crescent of 6000 Sq M ahead of proposed Road Development, recorded a number of anomalies. Some represented relatively modern features, but they included evidence of the Skene & Goodbrands Ropeworks which crossed the Development Site, and which is depicted on the OS 1st & 2nd Edition Maps. 8-Trenches were excavated in the Northwestern part of the area (in the supposed area of the Leper Hospital to Target the anomalies and test the depth of Deposits. The depth of modern Overburden ranged from 1M at the Southern end to 4M in the North. Post-holes & Stake-holes recorded in 1-Trench may have been Medieval features but the depth of overburden prohibited further excavation. Further watching brief in 1994/5 during construction of a New Road (Mounthooly Way) revealed no evidence of the Leper Hospital.
Jessie Gray – Jessie was born on 10th April 1824 at 165, West North Street, St Nicholas Parish, the daughter of Alexander Gray, Rope Manufacturer, and Helen Brown, who were married on 13th July 1805 in Old Machar. She was very probably named Janet, for which Jessie was a common diminutive form. In the 1841 Census, there was no Jessie in Alexander Gray’s Family but there was a daughter called Janet aged 17. Alexander Gray was born at Pitsligo in about 1777 (he was aged 74-yrs in the 1851 census). Pitsligo Registers include 2-Baptisms for Alexander, son of George Gray & Janet Mackie, on 7th August 1777 & 22nd August 1778 respectively. The Rope-making Business was called Gray Watt & Co. Founded in 1780 it operated from Premises at the Mounthooly end of West North Street for 150-yrs (probably just below Nelson Street). Jessie married Alexander Watkins on the 20th August 1849, and had 10 children, though only 5 survived infancy (George, Charles, Jessie, Arthur & Christina). She was also both step-mother & aunt to Alexander’s eldest 3 sons. After Alexander’s death in 1873, she and all her children except George emigrated to New Zealand. They left in September 1879 and arrived at Otago aboard the Ship Auckland on 23rd December 1879. In New Zealand, Jessie lived at 29–Madras Street, Sydenham, Christchurch. She died on 4th February 1892 aged 67 and was buried in Addington Cemetery. Jessie’s sons Charles & Arthur both married & had children. Her daughter Jessie died on 18th June 1893. In that year Christina was a Tailoress living at 24 Bowen Street, Sydenham SE18, but she was not listed in Electoral Roles or Directories after 1896. She died on April 14th, 1927 at Sunnyside Mental Hospital, Riccarton, where she had lived for 26-yrs.
By 1789 Fittie had developed into a more Industrial Area with some 7-Dockyards and a Ropeworks stood near St Clements Church in St Clements Street a Trade which was still active in the 1960s on that traditional Site and run by the Gourock Rope Works; there was a further Ropery & Sail Works on the Links. One singular long Building was East & Seaward of the old Church Site known as the Glebe near what was to become Links Street. The one on the Queens Links Seaward of York Place was large and extensive consisting of some 5 Buildings of various lengths and may have been started by Robert Gibbon & Co Shipbuilder as a Rope & Sail Manufactory c.1789. Captain Robert Gibbon would have been 41-yrs of age and Alexander Hall took over the Cochar Gibbon Yard in 1790
Aberdeen Map 1789
Later Maps again show 2 large Roperies with the original one on the Queens Links now greatly compressed & lineated with yet another in Ropery Walk – North of Garvocks Wynd. These Premises were essentially Linear in structure as the maximum length of Rope made was limited by the run of the Rope ‘Walk’ hence the name of the access Lane.
Duthie Brothers, Rope & Sail Manufacturers, Queens Links; Aberdeen
“The Duthies: Ship Building & Dynasty-Building in the 19thC, Aberdeen – by J L Duthie.
In the course of the 19thC, William, Alexander & John Duthie of Stonehaven, followed by John’s sons & grandsons, established a Business Dynasty whose interests covered the broadest range of Harbour-side activity in Aberdeen. Either continuously, or at one time or another, the Duthies were involved in Wooden & Iron Shipbuilding, Ship Owning, Whale Fishing, Coastal & Trans-oceanic Trading, Rope & Yarn Manufacture, Sailmaking, Hemp & Wire Making, Herring Curing, Company Directorships & Steam Trawler Construction. In less than 5-Decades, Members of the Duthie Family had moved House from the hugger-mugger of Footdee to the tree-lined quiet of Albyn Terrace. In 1811, William Duthie was earning 4/6d per day. When he died at age 72, in October 1861 he left the sum of £70,000 Sterling, most of which was used to buy Cairnbulg Castle and the Landed Estate. The Senior, male member of the Duthie Family, John, now bore the Title “of Cairnbulg” after his name and one of William’s grand-nephews became “Sir John Duthie of Cairnbulg”.
The Firm of Duthie Brothers, Rope & Sail Manufacturers in Aberdeen, was Dissolved on 20th June 1895, by mutual consent of the Subscribers, the Sole Partners thereof. The Assets & Goodwill of the Firm have been taken over by the Subscriber James Duthie, who, along with his son, Alexander Duthie, is to continue the Business under the Firm name of Duthie Brothers, and the whole Debts of the dissolved Firm will be paid & discharged by the new Co-partners, which will also collect the Debts Due to the dissolved Firm.
James Duthie, Alexander Duthie,
John McIntosh, Writer, 2 Union Terrace, Aberdeen, Witness to the Signatures of James Duthie & Alexander Duthie.
Charles Middleton, Clerk, Ropeworks, Queens Links, York Street, Aberdeen, Witness to the Signatures of James Duthie & Alexander Duthie.
William Duthie
John Duthie, Barrister-at-Law, London, Witness to the Signature of William Duthie
James Ross, Advocate, Aberdeen, Witness to the Signature of William Duthie.
1909 Fraserburgh, Aberdeenshire, R Noble & Co. Rope & Sail-makers, Ships Chandlers.
Natural Fibres for Rope Manufacture
Hemp – origin of the description Jolly Jack Tar
Hemp plants (Cannabis) grow up to 15ft tall and Rope is made from fibres in the tall, upright stems of the plants. It is very strong but it has to be dipped in tar to make the Ropes Waterproof and needed subsequent re-coating. Hemp plants do not need a hot climate. Ropemakers used Hemp from Lincolnshire, Russia & Italy.
Manila – comes from the leaves of the abaca plant, a type of wild banana, grown in Countries with a tropical climate, particularly the Philippines. It is waterproof so the yarns did not need tarring but not as strong as Hemp. Abaca, another member of the “hard” fibre Group is the Spanish name for what is more widely called Manila Hemp, and is indigenous to the Philippines. When mature the Abaca plant consists of about 12 to 30 stalks radiating from a central root system. Each of these stalks is about 12 to 20ft high and the fibre is stripped from the stem rather than the leaf, with each stalk being cut into sheaths and then Strips or “tuxies“. The Strips are then scraped (i.e. either hand or machine “decorticated”) to remove the pulp, then sometimes washed & dried. The outer leaves of the plant are wider and contain more but coarser fibre than the inner leaves. Harvesting of the stalks usually takes place between 18 & 24 months from the 1st shoots. The abaca plant to the untrained eye can easily be mistaken for the banana plant – without the fruit, the Philippines remains the largest producer at around 50,000 tons per annum, but over the past 40 years production has been developed in Ecuador which today produces some 11,000 tons. Production in the Philippines is based on a “smallholder” system of Agriculture, with most Farms being between 3 & 5 hectares in size. The Ecuadorian system is more reminiscent of the African Sisal Industry and is essentially a large Estate-based Industry although there is also a substantial smallholder Co-operative movement. Manila Hemp, which became known to the Western Commercial World in about 1820, was, until the advent of Henequen, used for general cordage purposes where it largely replaced true Hemp & Flax. Manila was the premier material for Marine Ropes where its strength, lightness & water resistance were appreciated.
Coir – coir fibre comes from the shells of coconuts. Palm trees grow in countries with tropical climates like India. The Rope is good for making Fishing Nets as it doesn’t rot in salt water but is the weakest of the natural fibres.
Sisal – Sisal comes from the fibrous leaves of a plant. The plant is grown in areas with a tropical climate. It is imported from Kenya. It is not as strong as Hemp or Manila but it stretches slightly making it good for Mooring Ropes. Sisal plant has a 7-10 year life-span (longer in Mexico where growth is slower) and is usually cut 1st after 2/3-yrs and then at 6/12-month intervals. A typical plant will produce 200-250 commercially usable leaves in its lifetime (hybrid varieties up to 400-450 leaves) and each leaf contains an average of around 1000 fibres. The fibre element, which accounts for only about 4% of the plant by weight, is extracted by a process known as Decortication. In East Africa, where Sisal is produced on an Estate basis, the leaves are in the main transported to a central Decortication Plant after which the fibre is dried, brushed & baled – for Export or for use in the Domestic Mills. In Brazil, it is mainly grown by small-holders and the fibre is extracted by teams using portable Raspadors. East African Sisal, being washed & decorticated, is considered to be superior in quality to Brazilian Sisal (although the latter is more than adequate for the manufacture of Agricultural twines & general cordage. Traditionally Sisal was the leading material for Agricultural Twine (“binder” & “baler” twine) but the importance of this has now diminished.
Power to Machines in the Mills
By 1850 the Rope Factory was powered by Steam. Spinning machines were built to replace hand spinning. The Steam Engine turned a rod, called a Drive Shaft, in the roof of the Mill. The Drive Shaft had wheels attached to it called Drive Wheels. The wheels were linked to wheels on the machinery by belts. As the Drive Shaft turned, the power was transferred to the Machinery by the moving belts. Later, when Electric Power was generated on the Site, this was used to turn the Driveshaft to replace the Steam-power.
Belt Driven Machinery
The wheels on the Drive Shaft are called Drive Wheels and those on the machinery are called Followers. The Drive Shaft turned at a constant speed and was used to power all the Machines in the Mill. But the wheels on individual Machines had to turn at different speeds, some much faster than the Drive Shaft. Sometimes the wheels on the Machines had to turn in the opposite direction from the Drive Shaft.
Men & Women have both played an important role in the preparation & production of Rope. With the introduction of new mechanised machines for Hatchellers & Spinners a cheaper Workforce was required. Female workers were employed for their cheapness and soon became known as the ‘Women’ of the Ropeworks. Widows & single daughters of workers were 1st employed to assist in the preparation of fibres to be spun into yarn. Ordinary working women were later accepted to work at the Ropeworks and did various jobs that were vital to the efficiency of Ropemaking. The working day for all employees started at 7:30-am & ended at 4:00-pm, however it was altered by ½-hr from the rest to ensure different Workers did not mix on their way to work. Women were kept separate from Male Workers and entered the Ropeworks through the Hatchelling House. The number of Male Ropemakers fell in the 1860s with the introduction of machines and the intake of Female Workers. 1864 marked the introduction of the spinning machine to the Ropeworks and women workers were employed to look after the new machines. In 1808 the Ropery employed Apprentices to undertake spinning, tarring & dividing yarn and finally laying. The Ropemaker Apprentices all performed important jobs for the Ropemaker. There are essentially 3-Stages of Ropemaking. The 1st being Hatchelling & Spinning.

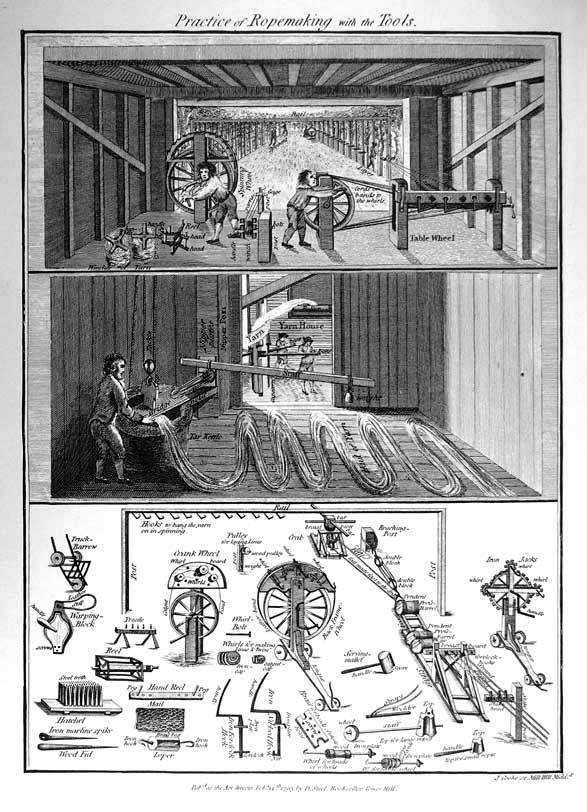
Hatchelling & Spinning
Hatchelling is the straightening or combing out of the raw fibres, just the same as combing your hair. These fibres are then taken by the Spinner who would wrap a bundle around his or her waist, twist some onto a rotating hook and then be feeding them in walking backwards, would spin up to 1000 ft of yarn in 12-mins. Almost the full length of the Ropewalk. This Yarn would then be wound onto Bobbins and taken over to the Rope-walk for the final 2 Stages, Forming & Closing.

Forming
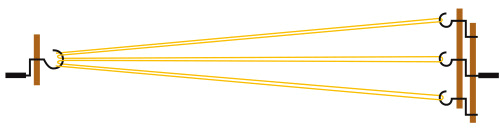
The Yarns are set up and run out through a Register Plate and then through a Die to compress the yarns closely together. A Register Plate is a plate full of holes, just like a colander, and the number of yarns going through it depends on the size of Rope being made. After the Die, they are attached to a forming machine called a Maudslay and run out as strands to the full length of the Ropewalk. They are then left to settle out.
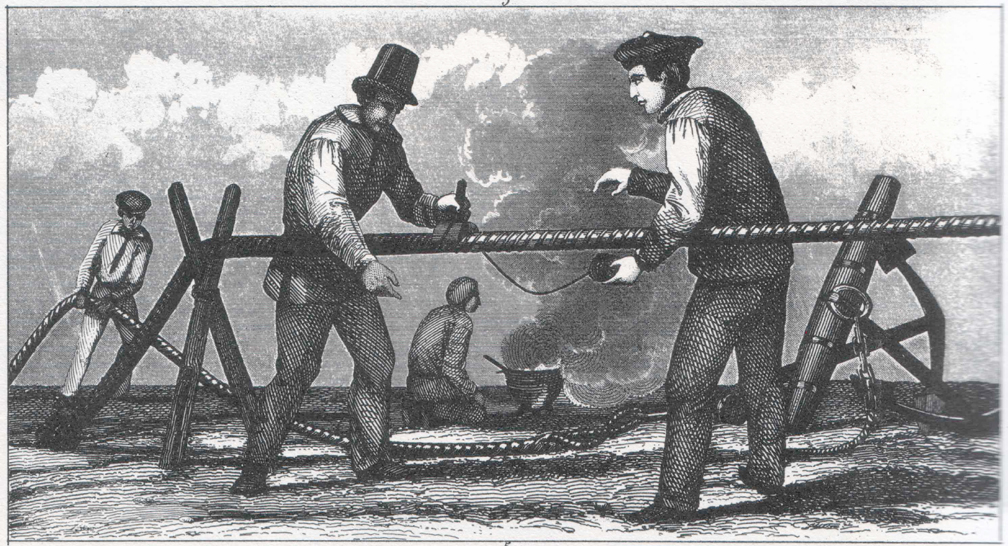
Laying
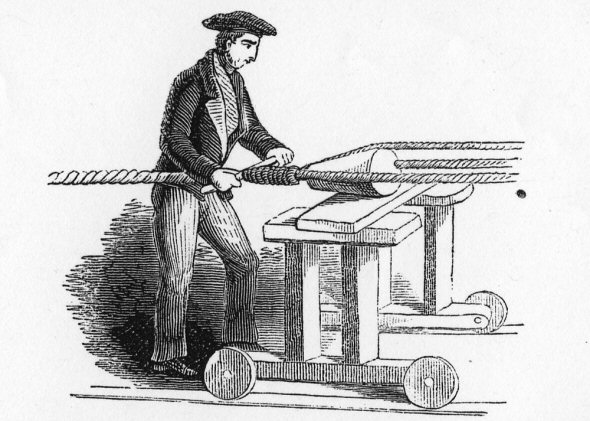
The final stage of Rope making is the Closing of the Rope. This is carried out by using the Closing machines, one at each end of the Rope-walk. At the far end is the Standing Machine and the one in front of you is the Traveller. The Closing of the Rope. This is carried out by using the Closing Machines, one at each end of the Ropewalk. One, with 3 or 4 rotating Hooks, is the Standing Machine and the other, with one Rotating Hook, is the Traveller. This is so named as it has to be able to move, because, as the Lines are closed into Rope, the Rope shortens on itself. The line of yarn is tied on to the Traveller hook, wound around the 1st of the Standing Machine Hooks, back to the Traveller and so forth. The Standing machine is then started, Winding each of the Double Lines of Yarn into 3 thicker, single Lines. One has to be able to move, because, as the strands are closed into the Rope, the Rope shortens itself. Usually, 3-Strands are attached to 3-separate Hooks on each Machine. The Machines are then started, twisting the Strands to tension or harden them. When satisfied that the strands are at the correct hardness, the process is stopped and all 3 Strands at the Traveller End are placed onto 1-Hook.
You will then see the Top introduced. This is a conical shaped piece of Wood with 3-Grooves, 1 for each Strand, and shaped at an angle of 37º to give the correct angle of Lay for the final Closing of the Rope. The process is then restarted with the force of the Closing of the Rope behind the Top, pushing the Top, and hence the Top Cart itself, all the way to the end of the Ropewalk. The final Rope was approximately 2/3rds of the Length of the Yarns used.
Rope Making Factory for Fishing Fleet
The mechanisation of Rope & Cable Rope Making
Gourock Ropeworks
Shots of Gourock Ropeworks, Port Glasgow. Ropework Manager and a Researcher inspect the reproduction of original Ropes used on the Anniversary built Ship “Mayflower ll“; General shots of different Machinery used in the making of Ropes. Shots of spinning. Shot of Jimmy Starret, the firm’s oldest retired Master Ropemaker, advising the Workmen on how to make Rope the old way; General Shots of the Machinery, Testing Mainmast for strength, finishing off the Ends, Tarring the coils of Rope; Sacks of Rope bound for the “Mayflower II“
